
Technology




Laser micro-milling using ultrashort pulse lasers makes it possible to machine accurately shaped structures with very small features into nearly any material. The process allows removal of extremely thin layers and is especially interesting for machining of very hard materials and delicate parts.
Some nice properties / advantages of micro-milling using ultrashort pulse lasers are:
Machining of extremely small features of down to 10 µm or smaller
Very high depth resolution (sub-micrometer)
Works on nearly every material, including very hard materials
Negligible heat effects: no melt, burrs or other damage
Contact and force-free process

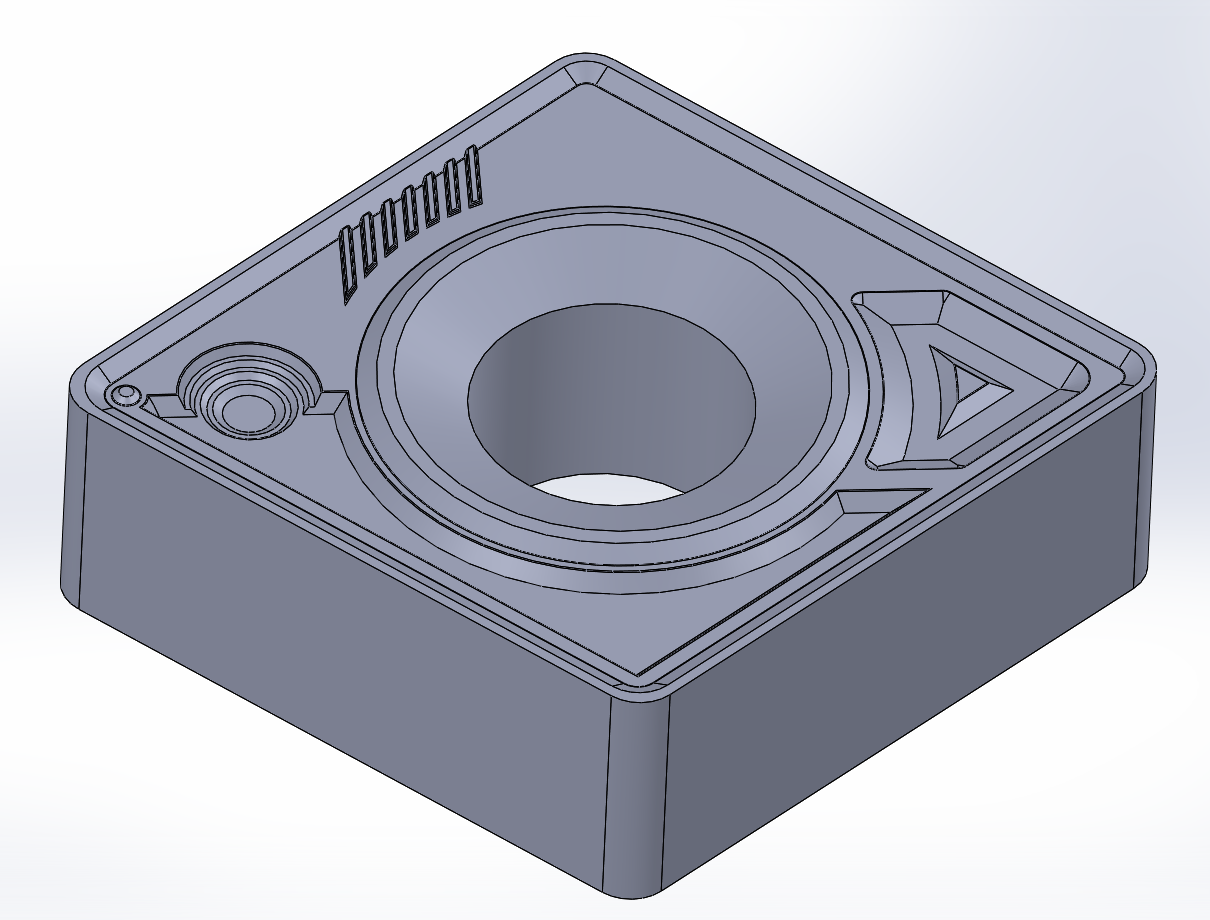
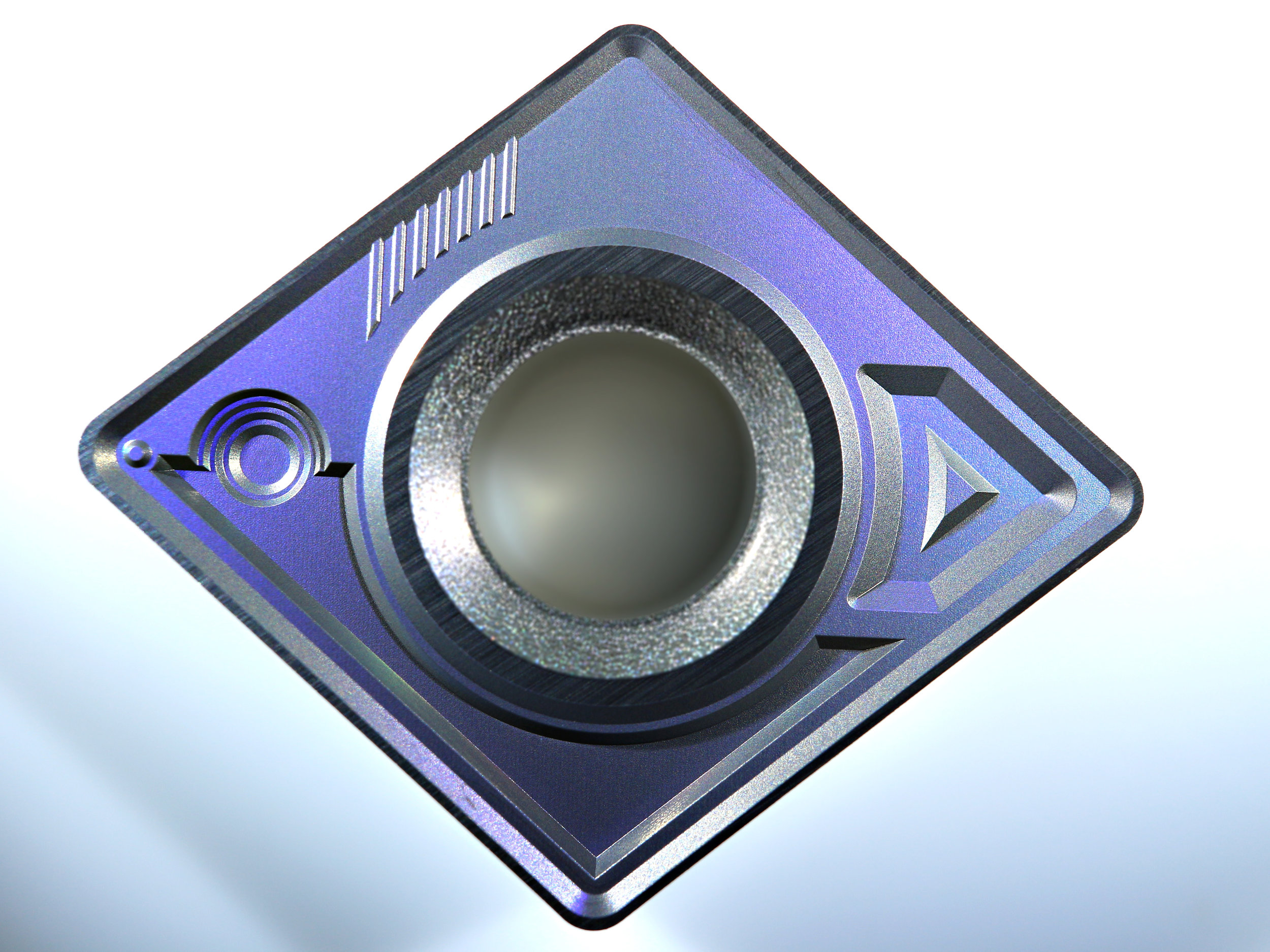
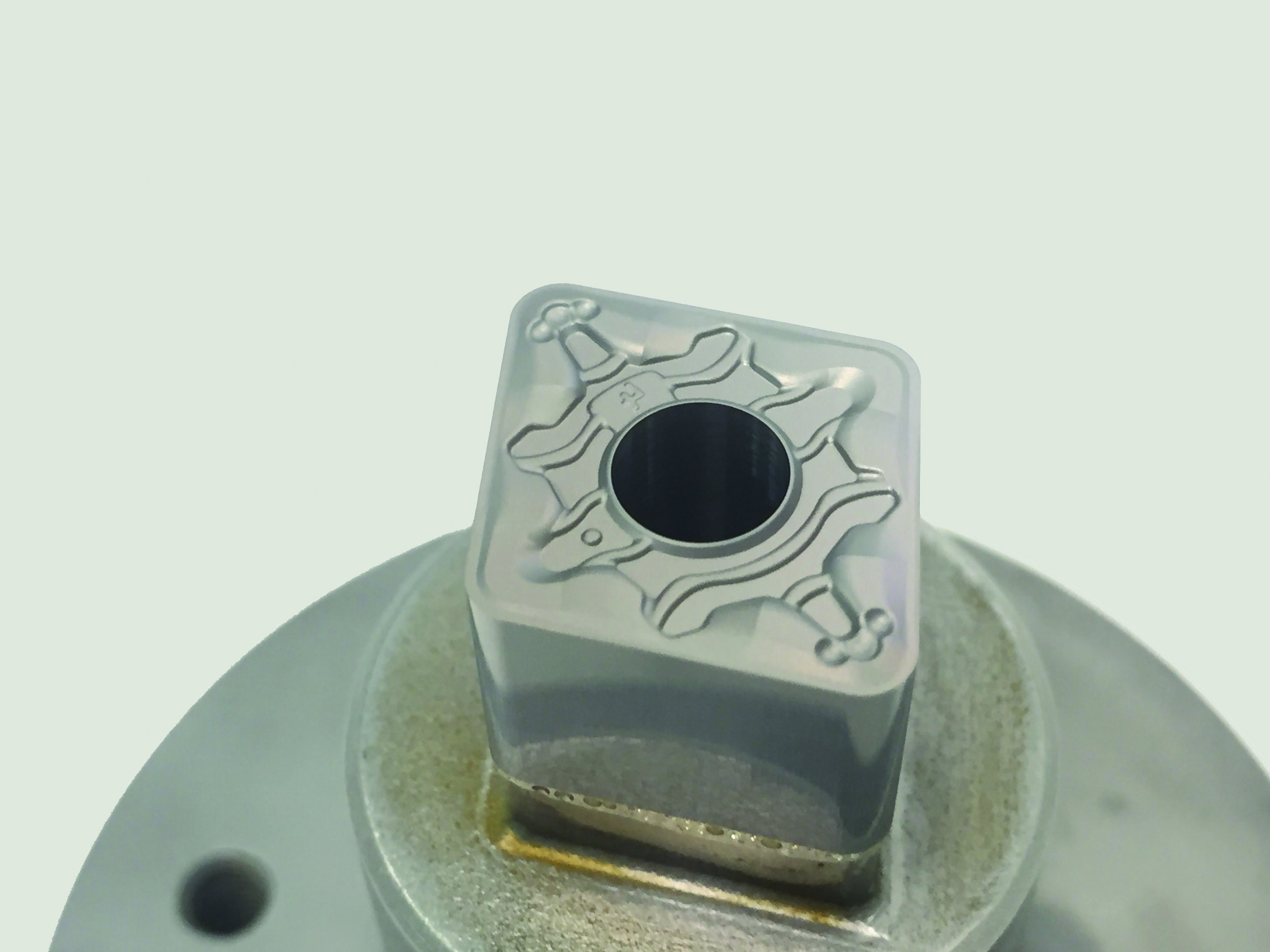
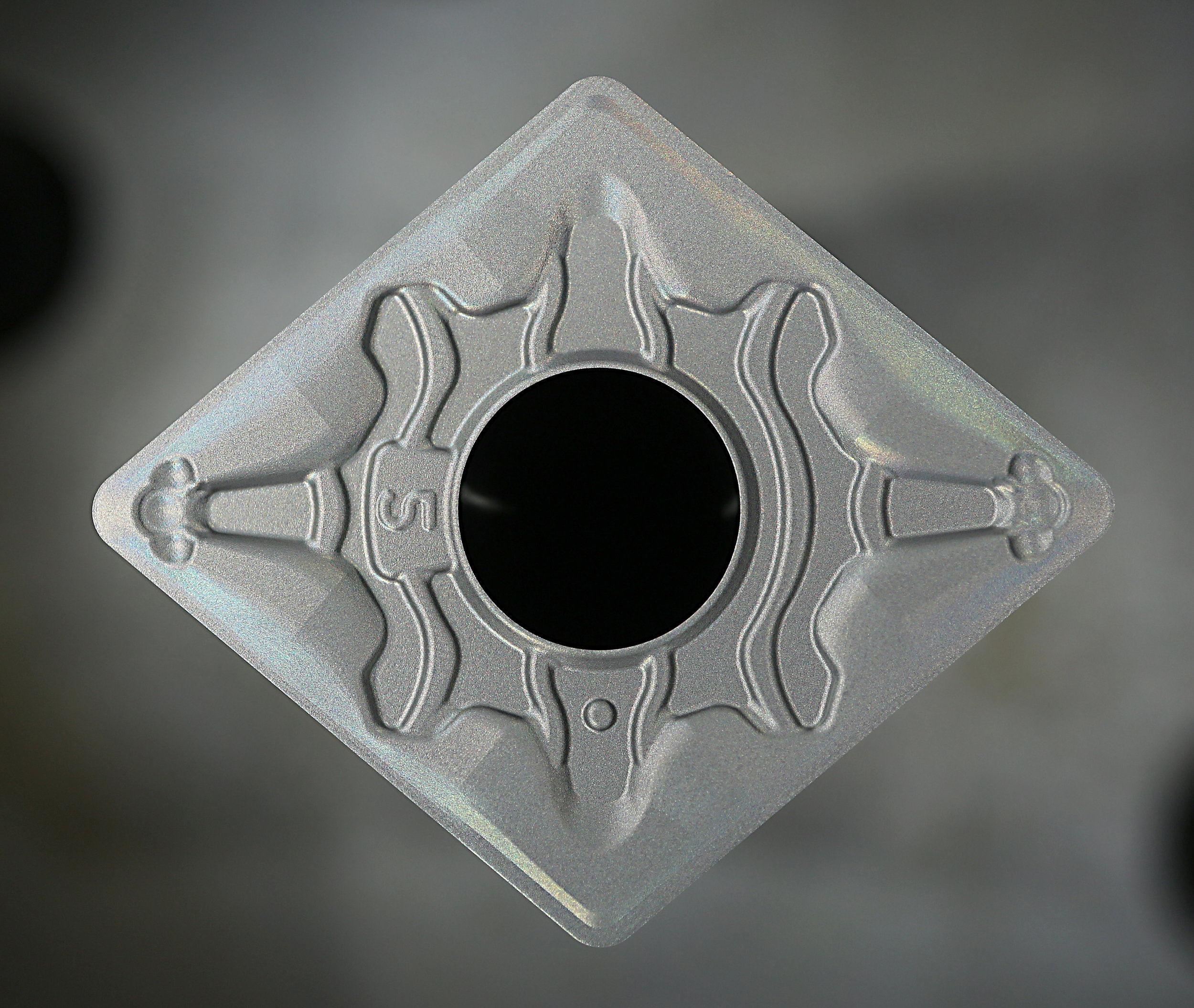
Illustration of the workflow used to machine a demo structure into cemented carbide (hardmetal): the blank before machining at the lower left, above that the volume that needs to be removed (generated by CAD), and the machined part to the right.
The workflow for laser micro-milling is fairly straightforward. CAM software specifically developed for laser micro-milling generates the machining program based on a description of the volume that needs to be removed, for example taken from a CAD model. In the example shown a demo structure is machined into a hardmetal cutting insert, starting with a blank.
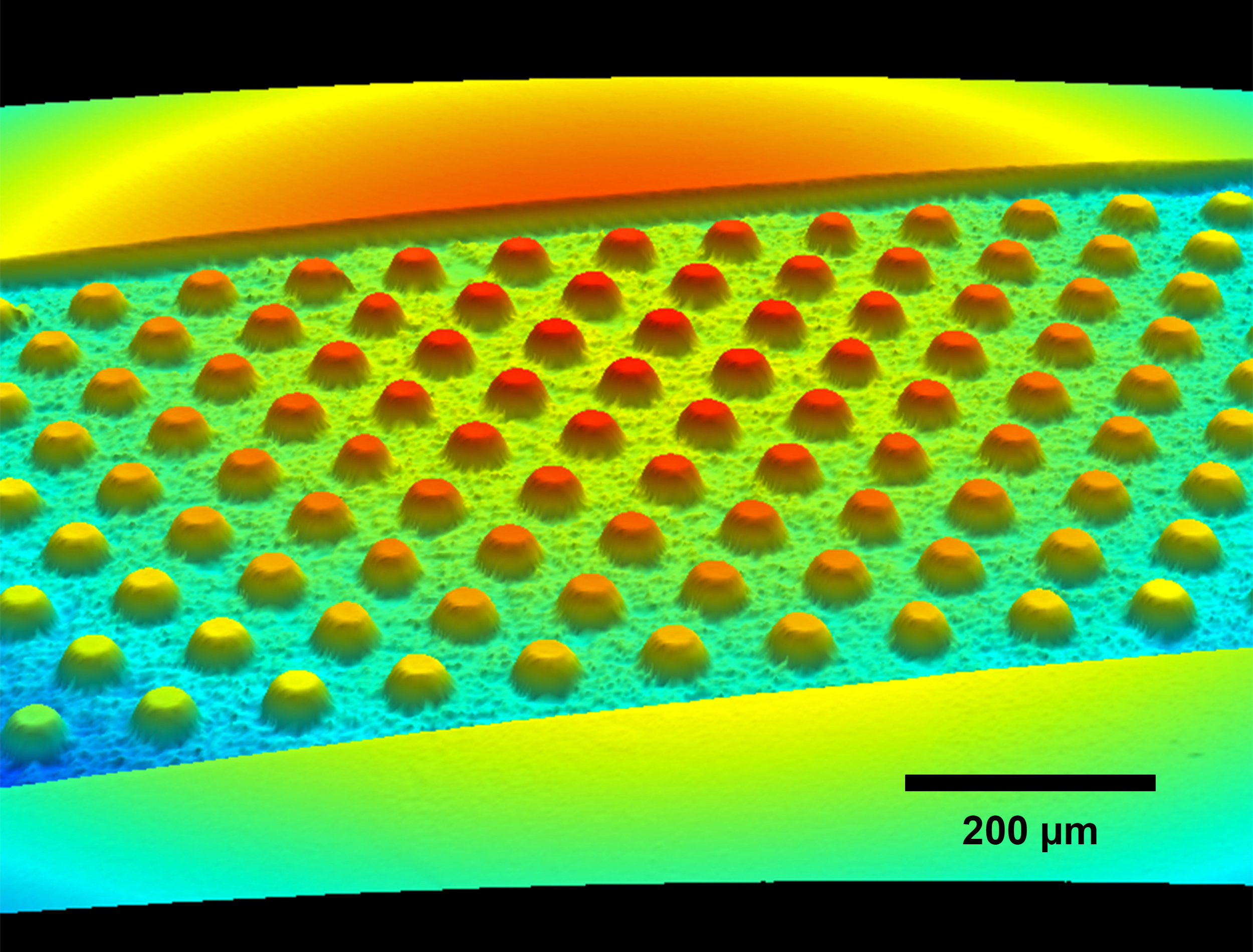
Micro-milling can also be performed on doubly curved surfaces by using a 5-axis machine that can perform machining operations from different directions. This can be used for example to apply several separate pockets to curved surfaces. The machined volumes can also connect to machine one large complex 3D volume. This strategy is used for applying textures (depth maps) to curved surfaces as shown in the image on the right.
A 30 mm diameter steel sphere machined to a depth of 20 μm, leaving a pattern of unmachined disks.
Application areas
Shaping of stamping or coining tools
Stamping or coining tools are often made of very hard materials like cemented tungsten carbide (hardmetal) and require accurate machining of small features. This is a perfect match for laser micro-milling. The hardmetal stamp tool shown here is used for the production of cutting inserts. By using laser micro-milling the tool lifetime can be improved and the process can be significantly faster than competing technologies.
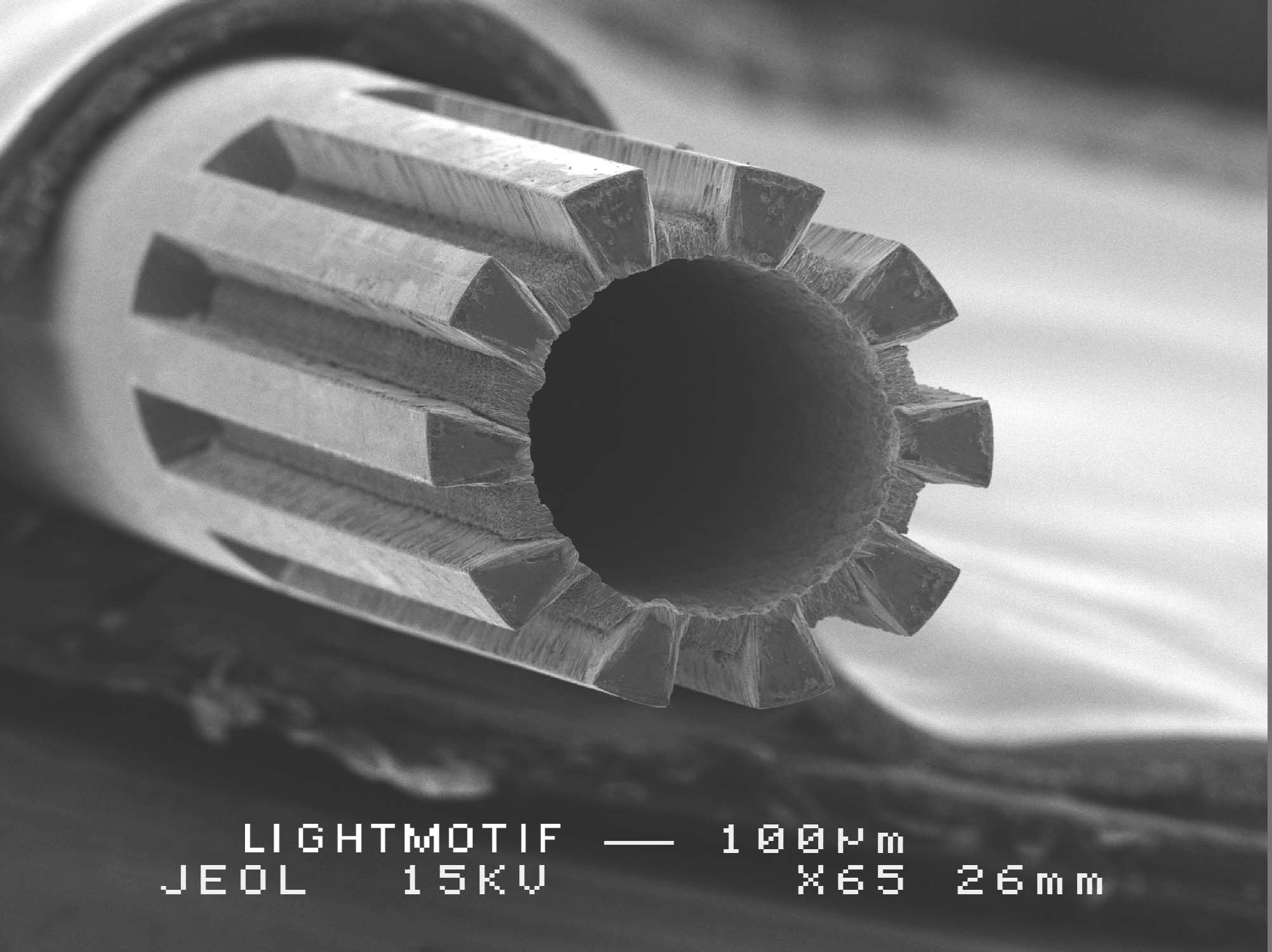
A chip breaker pocket machined on the flute of a drill, as a demonstrator within the EU funded ADALAM project.
Directly machining complex features to carbide cutting tools
Laser micro-milling can be used to machine small and complex features directly into carbide cutting tools. This allows complex geometries / features to be created, which would be difficult or impossible to machine in this material using conventional methods. An example of a chip breaker directly machined into the flute surface of a cemented tungsten carbide drill is shown below.
Machining accurate micro-features into molds
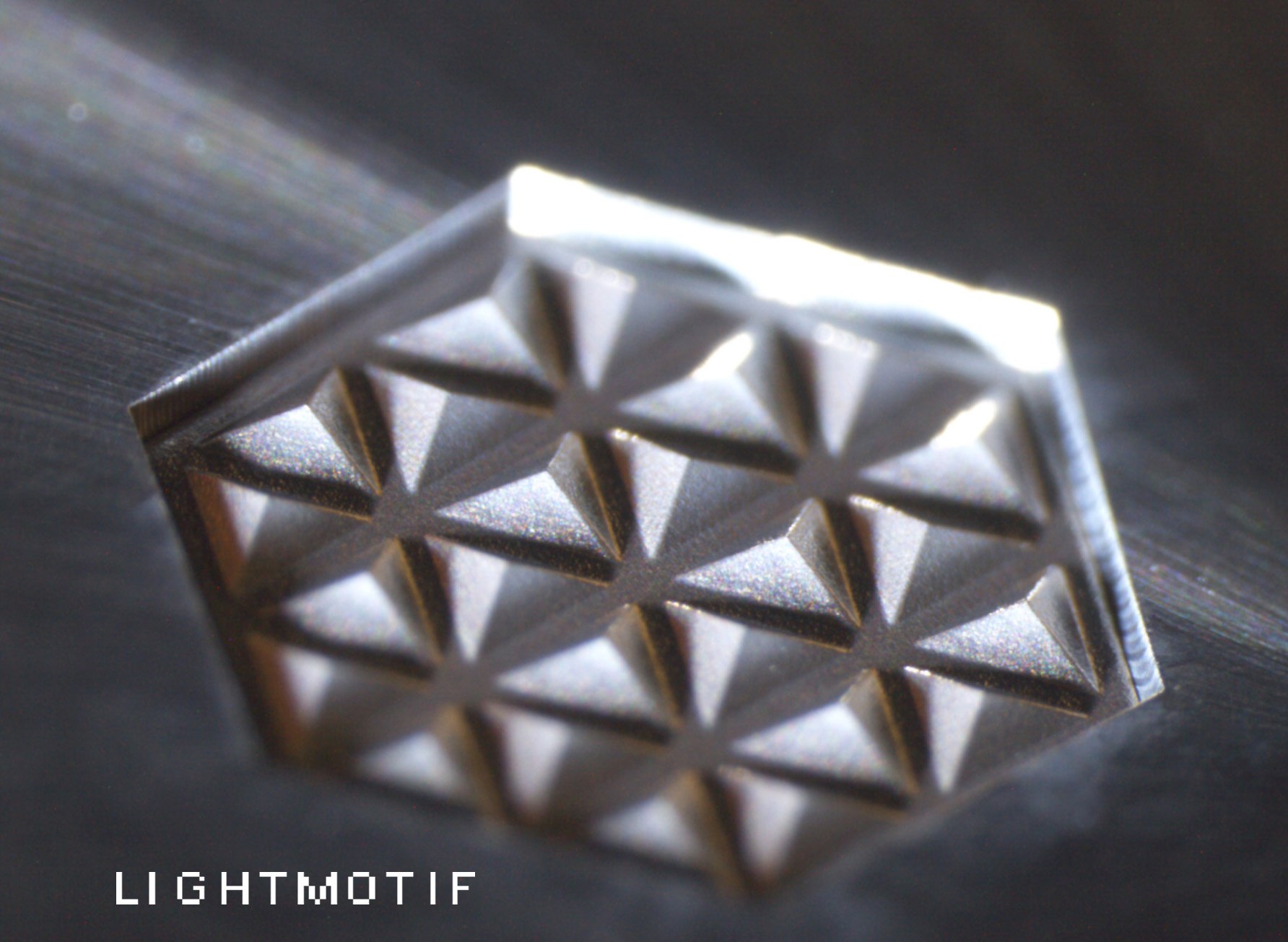
Laser micro-milling can be used to machine small and complex shaped features into molds, like for example molds used for polymer microfluidics. Molds can also be equipped with fine textures that form into functional surfaces on the molded parts. The pictures on the right (or below) show an example of a fine pillar texture that can be applied to molds. Such structures are used for the fabrication of parts with low friction surfaces, enabled by the micro-hole pattern that forms from the pillar textured mold surface.

Pockets machined into a stainless steel needle.
Machining of fragile parts
With laser micro-milling no forces act on the workpiece, which makes the method very attractive for precise machining of fragile materials or parts. The needle shown here is an example of such an application.